










ქარხნული მიწოდება 0.35 მმ-50.8 მმ HRC50-55 მსუბუქი AISI304 316 430 440 უჟანგავი ფოლადის ბურთულა, რომელიც გამოიყენება საკისრებში
პროდუქტის აღწერა
უჟანგავი ბურთები მდგრადია ისეთი აგენტებით გამოწვეული კოროზიის მიმართ, როგორიცაა დამჟანგავი ხსნარები, ორგანული ქიმიკატების უმეტესობა, საკვები პროდუქტები და სტერილიზაციის ხსნარები. ისინი ზომიერად მდგრადია გოგირდმჟავების მიმართ. არამაგნიტური თვისებები ხელმისაწვდომია მოთხოვნის შემთხვევაში. გამოყენება მოიცავს აეროზოლს, შესასხურებლებს, თითის ტუმბოს მექანიზმებს, რძის აპარატის ბლენდერებს, საკვების გადამამუშავებელ აღჭურვილობას და სამედიცინო დანიშნულების მოწყობილობებს.
AISI 440C უჟანგავი ფოლადის ბურთი
ზომა: 0.35 მმ- 50.8 მმ
კლასი: G10, G16, G40, G60, G100, G200.
სიმტკიცე: HRC56-58, Hartford 440C უჟანგავი ფოლადის ბურთულები პასივირებულია თავისუფალი რკინის დამაბინძურებლების მოსაშორებლად და დამცავი პასიური ფენის სპონტანური წარმოქმნის ხელშესაწყობად.
მაგნიტური: მარტენსიტული ფოლადი, მაგნიტური
მახასიათებლები: მაღალი სიზუსტე, კარგი კოროზიისადმი მდგრადობა, ძლიერი ჟანგისა და ცვეთისადმი მდგრადობა.
გამოყენება: საკისრები, შტამპი, ჰიდრავლიკური ნაწილები, სარქველები, აერონავტიკა, დალუქვის სისტემები, სამაცივრო მოწყობილობები, მაღალი სიზუსტის ინსტრუმენტები და ა.შ.
| ქიმიური შემადგენლობა | ||||||||
| აისი 440C | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0.95-1.10 | ≤0.80 | ≤0.80 | ≤0.04 | ≤0.03 | ≤0.60 | 16.0-18.0 | 0.75 | |
AISI 420C უჟანგავი ფოლადის ბურთი
ზომა: 0.35 მმ- 50.8 მმ
კლასი: G10-G1000
სიმტკიცე: HRC50-55
მაგნიტური: მარტენსიტული ფოლადი, მაგნიტური, კარგი ანტიჟანგის უნარი, მაღალი სიმტკიცე, AISI 420 უჟანგავი ფოლადის ბურთულები ავლენენ კარგ ცვეთას და სიმტკიცეს. ოდნავ ნაკლები სიმტკიცე და უფრო მაღალი კოროზიისადმი მდგრადობა 440C-თან შედარებით.
მახასიათებლები: ფართოდ ცნობილია, როგორც უჟანგავი რკინა, კარგი კოროზიისადმი მდგრადობა და სიმტკიცე.
გამოყენება: ყველა სახის ზუსტი დანადგარები, საკისრები, ელექტრომოწყობილობები, საყოფაცხოვრებო ტექნიკა, ავტონაწილები და ა.შ.
| აისი 420C (4Cr13) | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0.36-0.43 | ≤0.80 | ≤1.25 | ≤0.035 | ≤0.03 | ≤0.60 | 12.0-14.0 | ≤0.60 |
430 უჟანგავი ფოლადის ბურთი
დიამეტრი: 1 მმ-50.80 მმ
სიმტკიცე: HRC26
კლასი: G10-G1000
მახასიათებლები: დაბალი ფასი, ცუდი ჟანგისადმი წინააღმდეგობა.
გამოყენება: ტექნიკის, ორნამენტების, აქსესუარების, კოსმეტიკის, მრეწველობის, ანტიჟანგისადმი დაბალი მოთხოვნების მქონე მრეწველობისთვის. კოსმეტიკური აგიტატორები, ფრჩხილის ლაქი და თვალის ლაინერი, თბოგამცვლელები, საზომი ინსტრუმენტები და სარქვლის ბურთულები.
| აისი 430 | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0.12 | ≤1.0 | ≤1.0 | ≤0.04 | ≤0.03 | - | 16.0-18.0 | - |
AISI 304 უჟანგავი ფოლადის ბურთი
ზომა: 0.5 მმ- 63.5 მმ
კლასი: G80-G500
სიმტკიცე: ≤HRC21
მაგნიტური: ავსტენიტური ფოლადი, არამაგნიტური
მახასიათებლები: ძლიერი ჟანგისადმი მდგრადობა, კარგი კოროზიისადმი მდგრადობა. ფართოდ გამოყენებადი, კარგი ჟანგგამძლეობა, კარგი ზედაპირული ეფექტი, გარემოს დაცვის სერტიფიკატი.
გამოყენება: საყოფაცხოვრებო ტექნიკა, როგორიცაა სარქველები, სუნამოს ბოთლები, ფრჩხილის ლაქი, ბავშვის ბოთლები, ავტონაწილები, კონდიციონერები, ელექტრო ტექნიკა, კოსმეტიკა, საკისრების სლაიდები, სამედიცინო აღჭურვილობა, საიუველირო ნაკეთობები და მრავალი სხვა ინდუსტრია.
| ქიმიური შემადგენლობა | |||||||
| აისი 304 | C | Si | Mn | P | S | Ni | Cr |
| ≤0.08 | ≤1.00 | ≤2.00 | ≤0.045 | ≤0.03 | 8.0-10.5 | 18.0-22.0 | |
AISI 316L უჟანგავი ფოლადის ბურთი
ზომა: 1.0 მმ- 63.5 მმ
კლასი: G80-G500
სიმტკიცე: ≤HRC26
მაგნიტური: ავსტენიტური ფოლადი, არამაგნიტური
მახასიათებლები: ყველაზე შესაფერისია მაღალი ანტიკოროზიული მოთხოვნების მქონე ინდუსტრიებისთვის და აქვს ძალიან ძლიერი ანტიჟანგის უნარი, შესანიშნავი კოროზიისადმი მდგრადობა (ქლორმჟავების გარდა), არამყარი აუსტენიტური უჟანგავი ოქსიდი.
გამოყენება: AISI 316L უჟანგავი ფოლადის ბურთი შეიძლება გამოყენებულ იქნას სამედიცინო აღჭურვილობისთვის, ქიმიური მრეწველობისთვის, ავიაციისთვის, აერონავტიკისთვის, პლასტმასის აპარატურისთვის, სუნამოს ბოთლისთვის, შესასხურებლისთვის, სარქველებისთვის, ფრჩხილის ლაქისთვის, ძრავისთვის, ჩამრთველისთვის, უთოსთვის, სარეცხი მანქანებისთვის, მაცივრებისთვის, კონდიციონერებისთვის, სამედიცინო მასალებისთვის, ავტონაწილებისთვის, საკისრებისთვის, ინსტრუმენტებისთვის, ბოთლებისთვის.
AISI 316L უჟანგავი ფოლადის ბურთი
| ქიმიური შემადგენლობა | ||||||||
| აისი 316ლ | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0.08 | ≤1.00 | ≤2.00 | ≤0.045 | ≤0.03 | 12.0-15.0 | 16.0-18.0 | 2.0-3.0 | |
პროდუქტის შეფუთვა
ა) შიდა შეფუთვა: მშრალი შეფუთვა ან ზეთის შეფუთვა უზრუნველყოფილია თქვენი საჭიროებების შესაბამისად.
ბ) გარე შეფუთვა:
1) რკინის ბარაბანი + ხის/რკინის პალეტა.
2) 25 კგ პოლიეთილენის პარკი + მუყაო + ხის პალეტა ან ხის ყუთი.
მორგებული შეფუთვა.

პროდუქტის პარამეტრი
| ჩვენი უჟანგავი ფოლადის ბურთი მოიცავს 440C 420C 304 316 201-ს, ქიმიური შემადგენლობა ასეთია | |||||||||
| ქიმიური შემადგენლობა (%) | C | Cr | Si | Mn | P | S | Mo | Ni | Cu |
| AISI440C SS ბურთი | 0.95-1.2 | 16-18 | ≤0.80 | ≤0.80 | ≤0.04 | ≤0.03 | ≤0.75 | ≤0.6 | ---- |
| AISI420C SS ბურთი | 0.26-0.43 | 12-14 | ≤0.80 | ≤1.25 | ≤0.035 | ≤0.03 | ≤0.6 | ≤0.6 | ---- |
| AISI304 SS ბურთი | ≤0.08 | 18-22 | ≤1.0 | ≤2.0 | ≤0.045 | ≤0.03 | ---- | 8-10 | ---- |
| AISI316L SS ბურთი | ≤0.08 | 16-18 | ≤1.0 | ≤2.0 | ≤0.045 | ≤0.03 | 2.0-3.0 | 12-15 | ---- |
| AISI201 SS ბურთი | ≤0.15 | 16-18 | ≤1.0 | 5.5-7.5 | ≤0.045 | ≤0.03 | ---- | 0.35-0.55 | 1.82 |
| AISI430 SS ბურთი | ≤0.12 | 16-18 | ≤1.0 | ≤1.0 | ≤0.04 | ≤0.03 | ---- | ---- | ---- |
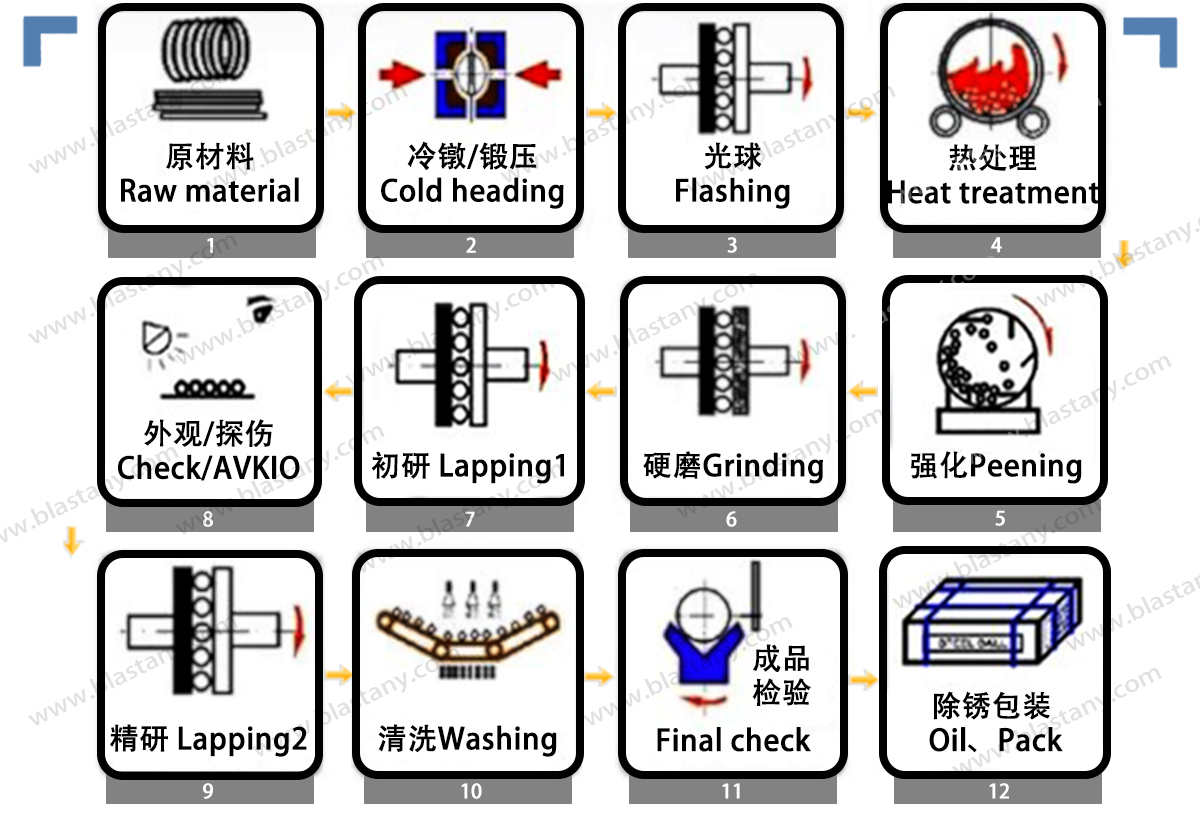
წარმოების ნაკადები
ნედლეულის ინსპექტირება
ნედლეული მავთულის სახით მოდის. პირველ რიგში, ხარისხის ინსპექტორები ვიზუალურად ამოწმებენ ნედლეულს, რათა დაადგინონ, შეესაბამება თუ არა ხარისხი და არის თუ არა რაიმე დეფექტური მასალა. მეორეც, გადაამოწმეთ დიამეტრი და გადახედეთ ნედლეულის სერტიფიკატებს.
ცივი სათაური
ცივი დამუშავების მანქანა მავთულის მასალის განსაზღვრულ სიგრძეს ცილინდრულ ნაჭრებად ჭრის. ამის შემდეგ, დამუშავების შტამპის ორი ნახევარსფეროსებრი ნახევარი ნაჭერს დაახლოებით სფერულ ფორმას აძლევს. ეს ჭედვის პროცესი ოთახის ტემპერატურაზე ხორციელდება და მცირე რაოდენობით დანამატი გამოიყენება იმის უზრუნველსაყოფად, რომ შტამპის ღრუ სრულად შეივსოს. ცივი დამუშავება ძალიან მაღალი ტემპით ხორციელდება, წამში ერთი დიდი ბურთის საშუალო სიჩქარით. პატარა ბურთები წამში ორიდან ოთხ ბურთის სიჩქარით იჭრება.
ციმციმი
ამ პროცესის დროს, ბურთის გარშემო წარმოქმნილი ზედმეტი მასალა აცილებს ერთმანეთს. ბურთები რამდენჯერმე გაატარებენ ორ ღარიან თუჯის ფირფიტას შორის, რაც გორვისას ჭარბი მასალის მცირე რაოდენობას აშორებს.
თერმული დამუშავება
შემდეგ ნაწილები უნდა გაიარონ თერმული დამუშავება გაცხელებისა და გაცხელების პროცესების გამოყენებით. როტაციული ღუმელი გამოიყენება იმის უზრუნველსაყოფად, რომ ყველა ნაწილი ერთნაირ პირობებს უძლებს. საწყისი თერმული დამუშავების შემდეგ, ნაწილები იძირება ზეთის რეზერვუარში. ეს სწრაფი გაგრილება (ზეთის გაცხელება) წარმოქმნის მარტენსიტს, ფოლადის ფაზას, რომელიც ხასიათდება მაღალი სიმტკიცით და შესანიშნავი ცვეთის თვისებებით. შემდგომი გაცხელების ოპერაციები კიდევ უფრო ამცირებს შიდა დაძაბულობას მანამ, სანამ საკისრების საბოლოო განსაზღვრული სიმტკიცის ზღვარი არ მიიღწევა.
დაფქვა
დაფქვა ხორციელდება როგორც თერმული დამუშავების დაწყებამდე, ასევე მის შემდეგ. საბოლოო დაფქვა (ასევე ცნობილი როგორც მყარი დაფქვა) ბურთს საბოლოო მოთხოვნებთან აახლოებს.ზუსტი ლითონის ბურთის ხარისხიმისი საერთო სიზუსტის საზომია; რაც უფრო დაბალია რიცხვი, მით უფრო ზუსტია ბურთი. ბურთის ხარისხი მოიცავს დიამეტრის ტოლერანტობას, სიმრგვალეს (სფერულობას) და ზედაპირის უხეშობას, რომელსაც ასევე ზედაპირის დამუშავებას უწოდებენ. ზუსტი ბურთის წარმოება პარტიული ოპერაციაა. პარტიის ზომა განისაზღვრება დაფქვისა და დამუშავების ოპერაციებისთვის გამოყენებული დანადგარების ზომით.
ლაპინგი
დაფქვა დაფქვის მსგავსია, მაგრამ მასალის მოცილების მაჩვენებელი მნიშვნელოვნად დაბალია. დაფქვა ხორციელდება ორი ფენოლური ფირფიტისა და ძალიან წვრილი აბრაზიული ხსნარის, მაგალითად, ალმასის მტვრის გამოყენებით. წარმოების ეს საბოლოო პროცესი მნიშვნელოვნად აუმჯობესებს ზედაპირის უხეშობას. დაფქვა ხორციელდება მაღალი სიზუსტის ან ზესიზუსტის ბურთულების კლასის მისაღებად.
დასუფთავება
შემდეგ გაწმენდის ოპერაცია წარმოების პროცესიდან აშორებს ნებისმიერ დამუშავების სითხეს და ნარჩენ აბრაზიულ მასალას. მომხმარებლებს, რომლებიც ითხოვენ უფრო მკაცრ დასუფთავების მოთხოვნებს, როგორიცაა მიკროელექტრონიკის, სამედიცინო ან კვების მრეწველობის სფეროებში, შეუძლიათ ისარგებლონ Hartford Technologies-ის უფრო დახვეწილი დასუფთავების ვარიანტებით.
ვიზუალური შემოწმება
პირველადი წარმოების პროცესის შემდეგ, ზუსტი ფოლადის ბურთულების თითოეული პარტია გადის მრავალჯერადი ხარისხის კონტროლის შემოწმებას პროცესის განმავლობაში. ტარდება ვიზუალური დათვალიერება ისეთი დეფექტების შესამოწმებლად, როგორიცაა ჟანგი ან ჭუჭყი.
ლილვაკებით გაზომვა
ლილვაკებით გაზომვა 100%-ით დახარისხების პროცესია, რომელიც გამოყოფს როგორც მცირე, ასევე დიდი ზომის ზუსტი ფოლადის ბურთულებს. გთხოვთ, გაეცნოთ ჩვენს ცალკეულ დოკუმენტებს.ვიდეო როლიკებით გაზომვის პროცესის შესახებ.
ხარისხის კონტროლი
ზუსტი ბურთულების თითოეული პარტია შემოწმებულია დიამეტრის ტოლერანტობის, სიმრგვალისა და ზედაპირის უხეშობის ხარისხის მოთხოვნების უზრუნველსაყოფად. ამ პროცესის დროს ასევე ფასდება სხვა შესაბამისი მახასიათებლები, როგორიცაა სიმტკიცე და ნებისმიერი ვიზუალური მოთხოვნა.
პროდუქტების კატეგორიები
-

AISI1010/1015/1085 მაღალი/დაბალი ნახშირბადოვანი ფოლადის ბურთი 0...
-

საუკეთესო ფასი სილიკონის მეტალის ნატეხი/ძალა 2202 3303 4...
-

მაღალი ხარისხის თუჯის ფოლადის ჩხირი მაღალი ცვეთისადმი გამძლეობით...
-

10 მმ-დან 130 მმ-მდე ჩამოსხმა, სახეხი მედია ფოლადის ბურთი...
-

ვარდისფერი Funsed ალუმინის PA
-

მაღალი სიმტკიცის ცეცხლგამძლე ყავისფერი შედუღებული ალუმინის ოქსიდი
